

I started out with a chunk of crufted 1.625" steel round of an unknown alloy. For whatever reason, I found it pretty much impossible to get a good surface finish on the stock with the MITERS carbide insert turning tools. The only way I could get a finish resembling anything reasonable was to crank up the lathe's speed to the maximum and take really heavy cuts. Unfortunately, this meant it was impossible to take finishing passes, so I screwed up the surfaces that mate with the inner spindle bearing races, and made them a little too small. I did the final surface finishing using sand paper pressed against a precision ground steel block. This seemed to fix the surface pretty nicely, but I was a little overzealous with sanding, and took off at least a thousandth too much off the front bearing interface, and a tiny bit too much off the back interface.
Since I didn't have an extra piece of steel to start over with, I attempted to salvage the spindle by using the newly acquired MITERS knurling tool to expand the shaft at the bearing interfaces. It did work, although I lost a little concentricity in the process. Fortunately, I can virtually eliminate the spindle's runout by taking a final pass off the critical surfaces on the mini-lathe itself.
Some design notes about the spindle:
- The front of the spindle is tapered and threaded to accept ER-32 collets. I did the M40 x 1.5mm threading on one of the fancy Prototrak CNC lathes in the new N51 CNC shop. This was a huge pain to set up. All I wanted was a menu to input thread pitch/feed per revolution and a lever to engage/disengage the autofeed, but instead I had to actually program a job to do all the passes for me. It took many hours poking through menus, reading the manual, and asking for help to finally figure it out. Conclusion: I should find MITERS a set of change gears for the Clausing lathe to approximate metric threading, so I can do my metric threading there.
-The spindle is extremely disproportionately large in diameter for a lathe of this size, and for good reason. The bore through the spindle is .875" in diameter. A stock taig spindle has a bore of just over .375", so this will be able to hold much longer large pieces of stock.


To put the hex at the front of the spindle, I grabbed a hexagonal 5C collet holder and fastened some scrap stock in it. I then put the matching ER-32 collet and holder on the spindle, and tightened the two collets down face to face. The vice stop made this a quick mill-and-rotate operation:


{kind=link}

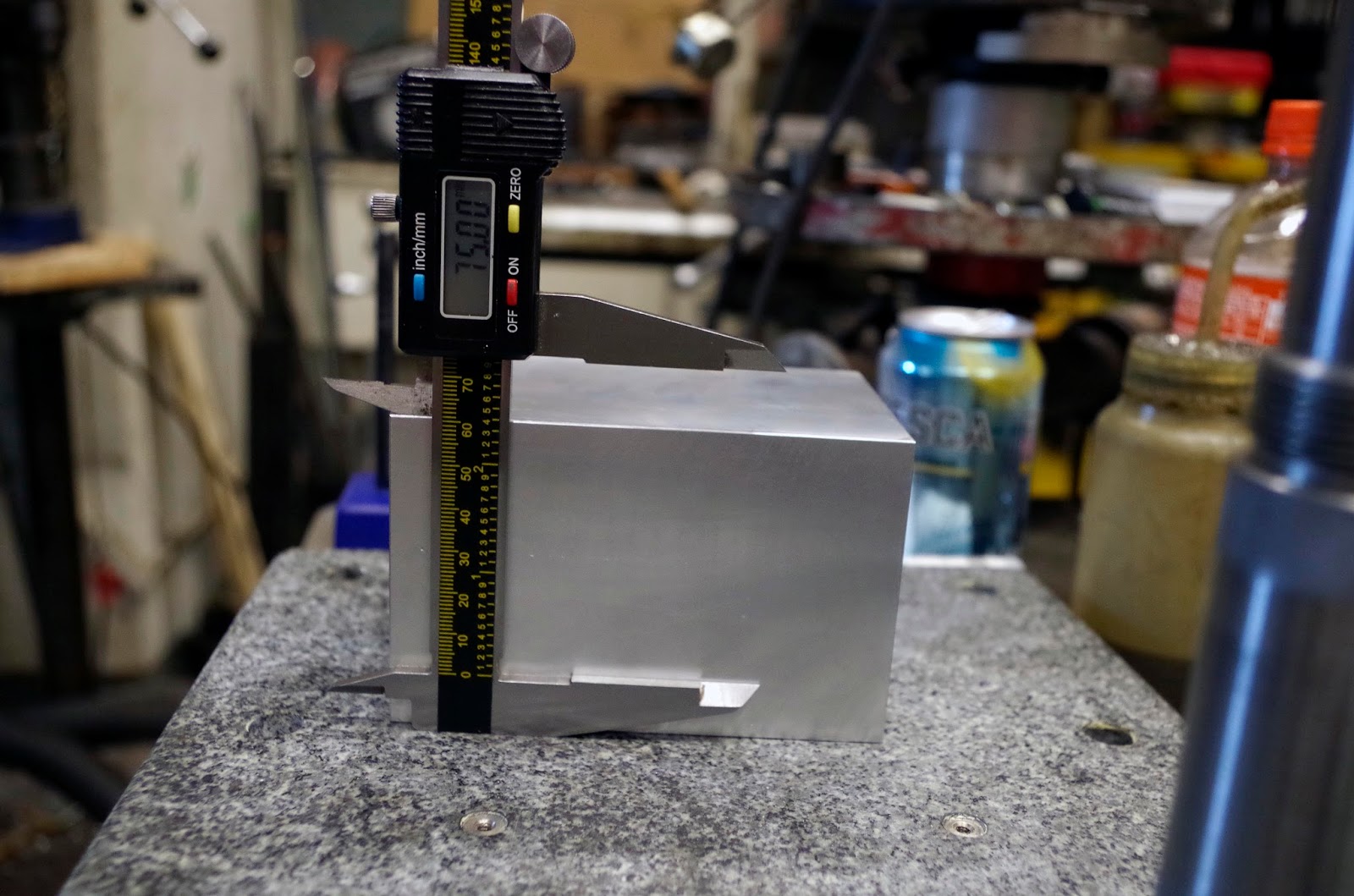
The quickest and most repeatable way I found to measure it was using a granite block scavenged from and old atomic force microscope, and those measuring surfaces on calipers that everyone seems to forget about. By tramming the Bridgeport (a relatively rare occurrence at MITERS) and tapping down the block with a hammer every time I tightened the vice was able to get a thousandth or less variation between the corners on each face.
The headstock grips onto the dovetail bed. I cut the slit for the clamping mechanism with the Epic Slitting Saw. It made the poor Bridgeport's spindle sound extremely unhappy, but did a nice job. Two counterbored M6 screws tighten down the dovetail to lock the headstock in place.

Bearing bores completed. The tapped M4 holes are for a bearing shield on the front, and a motor mount on the back:


And here it is assembled with bearings. Both the inner and outer races of the bearing are tightly pressed at the front. At the back of the spindle, the outer race is a sliding fit held with retaining compound, and the inner race is a light press. It should possible to disassemble without trashing the bearings by heating to loosen the retaining compound.

I have yet to machine the nuts that will thread onto the back of the spindle and preload the bearings with a disc spring washer.

And here the lathe updates come to an end, as I'm currently ~3,400 miles away from MITERS.